
产品系列
PRODUCTS
公司动态NEWS
SKCA 150-40-0正装斜楔机构

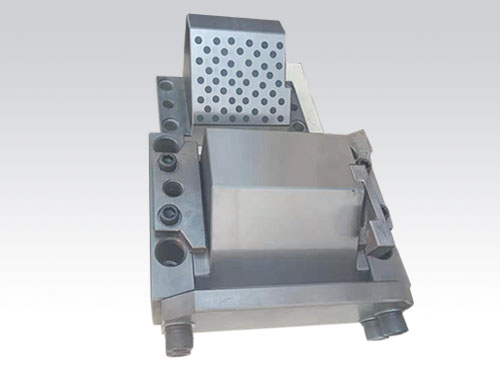
沧州登高模具标准件有限公司生产的SKCA 150-40-0正装斜楔机构标准斜楔安装在压料板上的侧冲孔结构,采用此结构压料板不用开大范围避让,周圈是完整的加强筋,使得整体强度,并且有导板、导柱做导向机构,冲孔精度。为了零件的品质,侧冲孔的精度,要求安装斜楔驱动块的压料板的导向精度较高,这就需要对压料板的导滑机构进行调整,采用自润滑导板加导柱的形式,来斜楔工作的精度。
SKCA 150-40-0正装斜楔机构设计要点是:
1.压料板与下模座之间要有锥形平衡块,压料板与下模型之间始终有一个料厚的间隙,否则当模具商没有之间空压时,会造成刀口的损坏,严重时还会引起其他零件的损坏。销轴与旋转板之间放0.1mm的间隙,销轴与滑块之间放0.1mm的间隙,销轴与国定块之间放0.3mm的间隙。
2.压料板与上模座之间要用四个导柱导向,因为导柱的精度能冲孔凹凸的间隙均匀,如果仅靠导板导向,会造成刀口的损坏及冲孔毛刺。
3.为模具的使用寿命,旋转板厚度及销轴直径要足够,强度,对于直径小与15的冲孔,旋转板厚度可按16设计,销轴直径按12设计。此结构不仅解决了冲孔离产品边缘较远的情况,也解决了同一剖面处多角度冲孔的难题,另外在多工位模具设计中,细长类零件两头有斜楔冲孔时也可用此结构,这样机械手夹持零件时不会有干涉现象发生。
5.因为此悬吊式斜楔的性,设计时要考虑钳工装配的可操作性。
4.如果压料板尺寸较小,可以不采用压料板镶块,直接在压料板上加工五维导套孔。
江苏SKCA 150-40-0正装斜楔机构 安徽SKCA 150-40-0正装斜楔机构